



Defectes en soldadura PCB: com identificar i evitar cold joints i dry joints
En qualsevol procés de muntatge electrònic, la qualitat d’una unió de soldadura té un impacte directe sobre la fiabilitat del producte final. Una connexió aparentment correcta pot convertir-se, amb el temps, en l’origen de fallades intermitents, problemes tèrmics o avaries prematures difícils de diagnosticar.
En sectors com l’electrònica industrial, l’automoció, les telecomunicacions o els dispositius de potència, els defectes de soldadura representen una de les principals causes de retraball i rebuig de plaques PCB.
Problemes com els cold joints o els dry joints afecten tant la conductivitat elèctrica com la resistència mecànica de la unió, comprometent l’estabilitat del sistema a llarg termini.
Tot i que moltes vegades s’associen únicament a errors manuals, en entorns industrials la realitat acostuma a ser molt més complexa. L’estabilitat tèrmica del procés, la qualitat dels materials, la preparació superficial o la compatibilitat entre aliatges i perfils de reflow tenen un impacte directe sobre la qualitat final de la soldadura.
Comprendre com es generen aquestes unions defectuoses és fonamental per optimitzar processos de producció, reduir incidències i millorar la fiabilitat electrònica.
Per què els defectes de soldadura afecten la fiabilitat electrònica
Una unió de soldadura no només ha de garantir continuïtat elèctrica. També ha de suportar vibracions, canvis tèrmics, humitat i estrès mecànic durant tota la vida útil del producte.
Quan el bonding entre el terminal i el pad no es realitza correctament, la connexió pot degradar-se progressivament. En molts casos, el defecte no provoca una fallada immediata, sinó microinterrupcions o variacions elèctriques que apareixen després de setmanes o mesos de funcionament.
Aquest tipus d’incidències són especialment crítiques en aplicacions industrials on:
- els equips treballen de forma contínua,
- existeixen variacions importants de temperatura,
- o les plaques estan sotmeses a vibracions constants.
En línies SMT automatitzades, fins i tot petites desviacions en humectació o temperatura poden generar problemes repetitius difícils de detectar visualment durant les primeres fases de producció.
Per aquest motiu, la prevenció de defectes de soldadura s’ha convertit en una prioritat tant per als departaments de qualitat com per als enginyers de processos SMT.
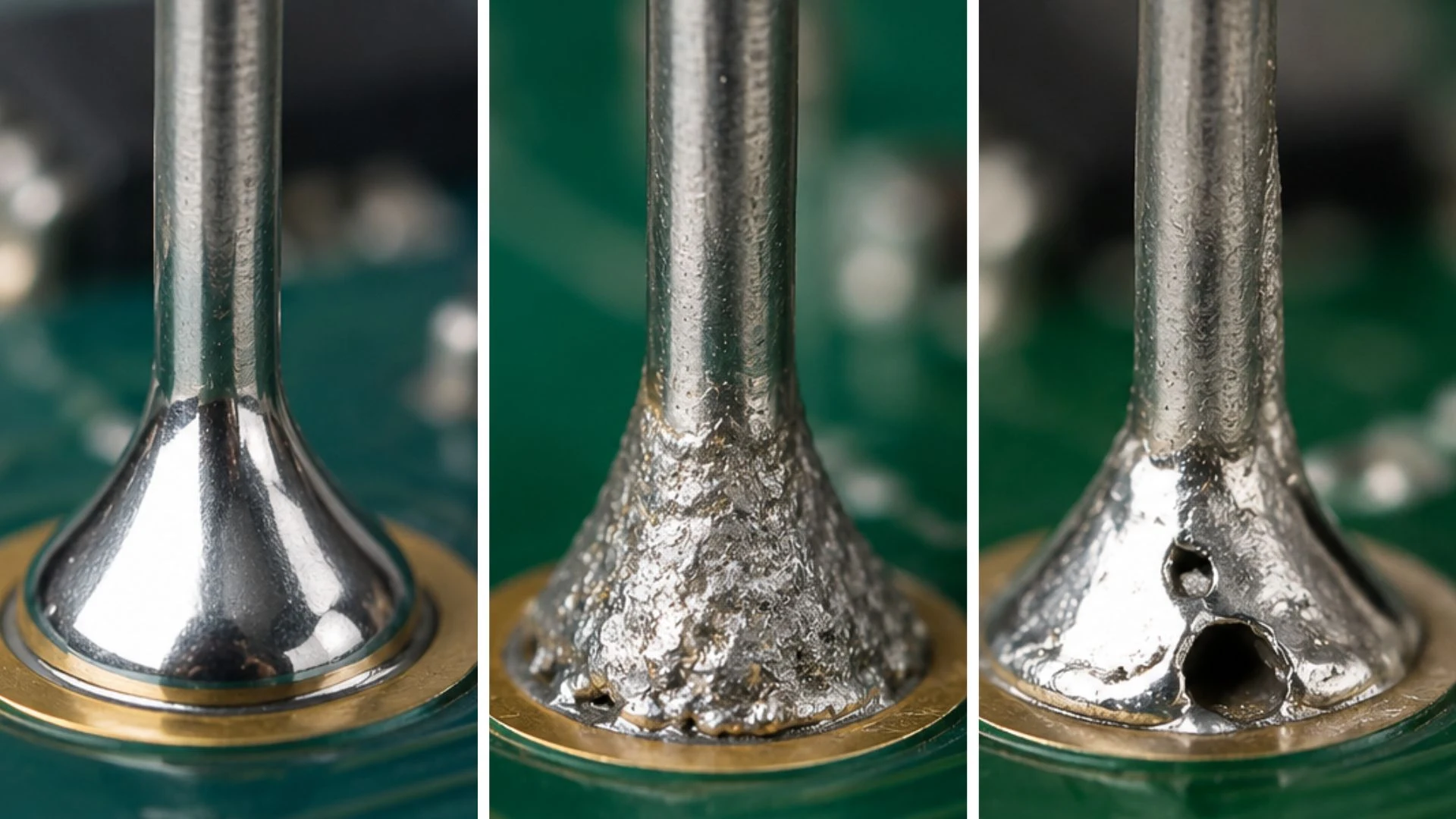
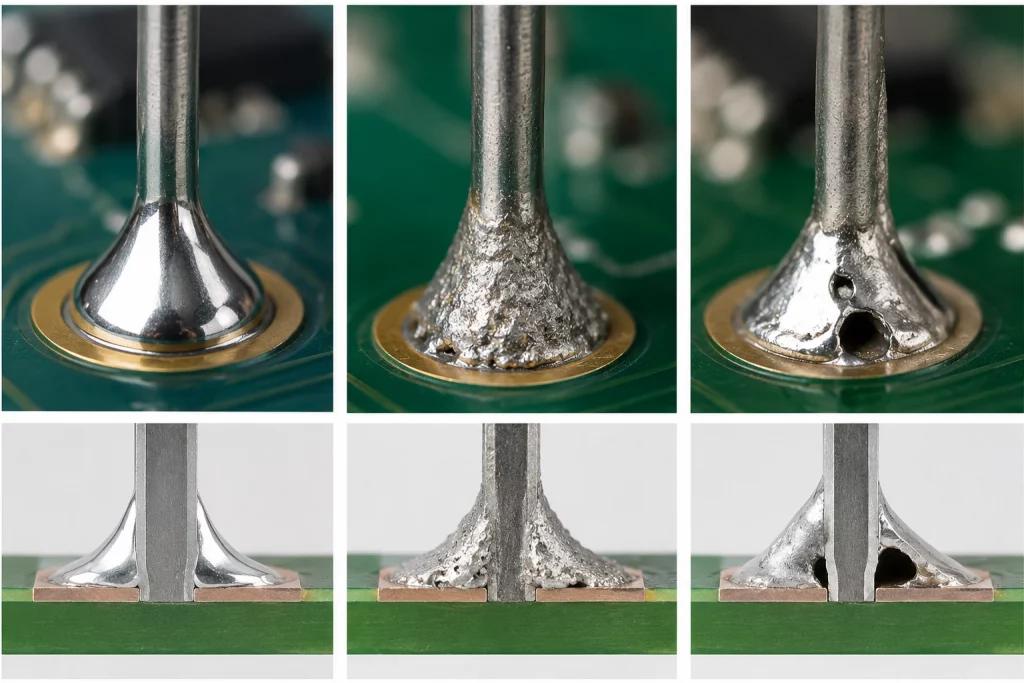
Diferència entre good solder joint, cold joint i dry joint
Tot i que visualment poden semblar similars, existeixen diferències importants entre una unió correcta, una cold joint i una dry joint. La qualitat de la humectació, la transferència tèrmica i l’adhesió metal·lúrgica determinen la fiabilitat final de la connexió.
Good solder joint
Una unió correcta presenta una superfície homogènia, llisa i ben distribuïda sobre el pad i el terminal del component. L’estany flueix correctament i genera una adhesió uniforme, garantint tant conductivitat elèctrica com resistència mecànica.
En processos industrials automatitzats, aquest tipus d’unió és el resultat d’un equilibri correcte entre:
- temperatura,
- temps d’exposició,
- qualitat del flux,
- i preparació superficial.
Cold joint
La cold joint apareix quan l’energia tèrmica aplicada no és suficient per crear una unió metal·lúrgica estable. Tot i que externament pot semblar acceptable, internament presenta una adhesió deficient i una humectació incompleta.
Visualment sol identificar-se per:
- aspecte mat o granulat,
- geometria irregular,
- flux insuficient,
- o manca d’uniformitat a la superfície.
En entorns SMT, aquest defecte acostuma a estar relacionat amb:
- perfils tèrmics mal ajustats,
- transferència de calor inestable,
- o temps insuficients durant el procés de reflow.
Dry joint
El dry joint està més relacionat amb problemes d’humectació que no pas amb manca de temperatura. El material d’aportació no aconsegueix estendre’s correctament sobre les superfícies metàl·liques, generant una connexió parcial i inestable.
L’oxidació superficial, la contaminació o una activació insuficient del flux solen ser factors determinants.
En processos electrònics d’alta precisió, aquest tipus de defecte pot passar desapercebut visualment i manifestar-se únicament després de cicles tèrmics o vibracions prolongades.
Què causa una cold joint en PCB
Les cold joints són un dels defectes més freqüents en muntatge electrònic, especialment en línies on existeixen variacions tèrmiques o canvis freqüents de configuració.
Tot i que el problema acostuma a associar-se únicament a una “manca de temperatura”, en realitat intervenen múltiples factors relacionats amb el procés.
Un dels més habituals és un perfil tèrmic insuficient. Si l’estany no arriba a la temperatura adequada o l’escalfament no és uniforme, la soldadura no flueix correctament i la unió perd estabilitat mecànica i elèctrica.
També és freqüent trobar aquest problema en:
- components amb alta massa tèrmica,
- PCB multicapa,
- o processos lead-free, on les exigències tèrmiques són més elevades.
Un altre factor important és el temps d’exposició. Fins i tot amb una temperatura correcta, un contacte massa curt pot impedir una humectació adequada i generar un bonding incomplet.
A més, les superfícies oxidades o contaminades dificulten considerablement l’adhesió. Residus, humitat o oxidació sobre pads i terminals redueixen la capacitat del material d’aportació per distribuir-se correctament.
Principals causes d’una cold joint
| Causa | Efecte en la unió |
| Temperatura insuficient | Humectació incompleta |
| Temps d’exposició curt | Bonding deficient |
| PCB multicapa | Dissipació tèrmica irregular |
| Oxidació superficial | Mala adhesió |
| Perfil reflow incorrecte | Unió inestable |
En línies SMT automatitzades, les cold joints també solen aparèixer després de canvis de velocitat de conveyor o recalibracions incompletes del perfil de reflow.
Què provoca un dry joint i com detectar-lo
A diferència de les cold joints, els dry joints estan directament relacionats amb problemes de wetting. El material de soldadura no aconsegueix “mullar” correctament la superfície metàl·lica, provocant una adhesió parcial i inestable.
En molts casos, l’origen es troba en superfícies contaminades o amb oxidació avançada. Fins i tot petites partícules de brutícia o residus químics poden alterar significativament el comportament del flux i reduir la capacitat de mullat.
L’elecció del flux també té un paper fonamental. Un flux inadequat o insuficient dificulta l’eliminació d’òxids i afecta directament el flux de l’estany durant el procés.
En aplicacions industrials, aquest tipus de defecte acostuma a detectar-se mitjançant:
- inspecció AOI,
- anàlisi visual,
- proves funcionals,
- o inspecció microscòpica.
Indicadors típics d’un dry joint
| Indicador | Qué suele indicar |
| Cobertura irregular | Mala humectació |
| Menisc incorrecte | Flux insuficient |
| Separació visible | Adhesió parcial |
| Acumulació localitzada | Distribució inestable |
Com reduir defectes en processos SMT i THT
Reduir defectes de soldadura requereix un enfocament global del procés. En la majoria de casos, no existeix una única causa aïllada, sinó una combinació de factors tèrmics, químics i mecànics que afecten l’estabilitat de la unió.
Control del perfil tèrmic
Un dels aspectes més crítics és el control del perfil tèrmic. Cada aliatge i cada tipus de PCB requereix paràmetres específics de temperatura i temps per garantir una humectació correcta sense generar estrès tèrmic excessiu.
En processos lead-free, aquest control és encara més important a causa de les temperatures de treball més elevades i del menor marge d’error.
Selecció correcta de materials
La qualitat dels materials també influeix directament sobre la repetibilitat del procés. Aliatges inestables, fluxos de baixa qualitat o materials amb oxidació prematura augmenten considerablement el risc de defectes.
Neteja i preparació superficial
Un altre aspecte fonamental és la neteja superficial. Una preparació incorrecta del PCB o dels terminals pot comprometre completament l’adhesió, fins i tot quan el perfil tèrmic és correcte.
Inspecció i control de qualitat
Finalment, els sistemes d’inspecció i control de qualitat permeten detectar desviacions abans que generin incidències majors. En entorns industrials avançats és habitual combinar:
- AOI,
- inspecció per raigs X,
- control estadístic de procés,
- i anàlisi tèrmica contínua.
Bones pràctiques per millorar la qualitat de soldadura
L’estabilitat i la fiabilitat d’una unió de soldadura depenen de múltiples variables. Mantenir un procés consistent és clau per reduir defectes i millorar la repetibilitat en producció.
Més enllà de la temperatura, existeixen petits detalls de procés que solen marcar la diferència entre una línia estable i una producció amb incidències recurrents.
| Bona pràctica | Benefici |
| Mantenir superfícies netes | Millor humectació |
| Utilitzar un flux adequat | Reducció de l’oxidació |
| Revisar perfils tèrmics | Major estabilitat |
| Controlar l’emmagatzematge | Menor degradació |
| Evitar excés de soldadura | Menys ponts i estrès tèrmic |
En línies automatitzades, petits ajustos en velocitat o temperatura poden tenir un impacte significatiu sobre la qualitat final de la soldadura.

