



Défauts de soudure PCB : comment identifier et éviter les cold joints et dry joints
Dans tout processus d’assemblage électronique, la qualité d’une soudure a un impact direct sur la fiabilité du produit final. Une connexion apparemment correcte peut devenir, avec le temps, l’origine de défaillances intermittentes, de problèmes thermiques ou de pannes prématurées difficiles à diagnostiquer.
Dans des secteurs comme l’électronique industrielle, l’automobile, les télécommunications ou les équipements de puissance, les défauts de soudure représentent l’une des principales causes de retouche et de rejet des cartes PCB.
Des problèmes comme les cold joints ou les dry joints affectent à la fois la conductivité électrique et la résistance mécanique de la connexion, compromettant la stabilité du système à long terme.
Bien qu’ils soient souvent associés uniquement à des erreurs manuelles, la réalité dans les environnements industriels est généralement beaucoup plus complexe. La stabilité thermique du procédé, la qualité des matériaux, la préparation des surfaces ou la compatibilité entre alliages et profils de reflow ont un impact direct sur la qualité finale de la soudure.
Comprendre comment ces soudures défectueuses se forment est essentiel pour optimiser les processus de production, réduire les incidents et améliorer la fiabilité électronique.
Pourquoi les défauts de soudure affectent la fiabilité électronique
Une soudure ne doit pas seulement garantir la continuité électrique. Elle doit également résister aux vibrations, aux variations thermiques, à l’humidité et aux contraintes mécaniques tout au long de la durée de vie du produit.
Lorsque le bonding entre la patte du composant et le pad n’est pas correctement réalisé, la connexion peut se dégrader progressivement. Dans de nombreux cas, le défaut ne provoque pas une panne immédiate, mais plutôt de petites variations électriques ou des microcoupures qui apparaissent après plusieurs semaines ou mois de fonctionnement.
Ce type d’incident est particulièrement critique dans les applications industrielles où :
- les équipements fonctionnent en continu,
- des variations importantes de température existent,
- ou les cartes sont soumises à des vibrations constantes.
Dans les lignes SMT automatisées, même de faibles variations de mouillage ou de température peuvent générer des problèmes récurrents difficiles à détecter visuellement lors des premières phases de production.
Pour cette raison, la prévention des défauts de soudure est devenue une priorité aussi bien pour les départements qualité que pour les ingénieurs de procédés SMT.
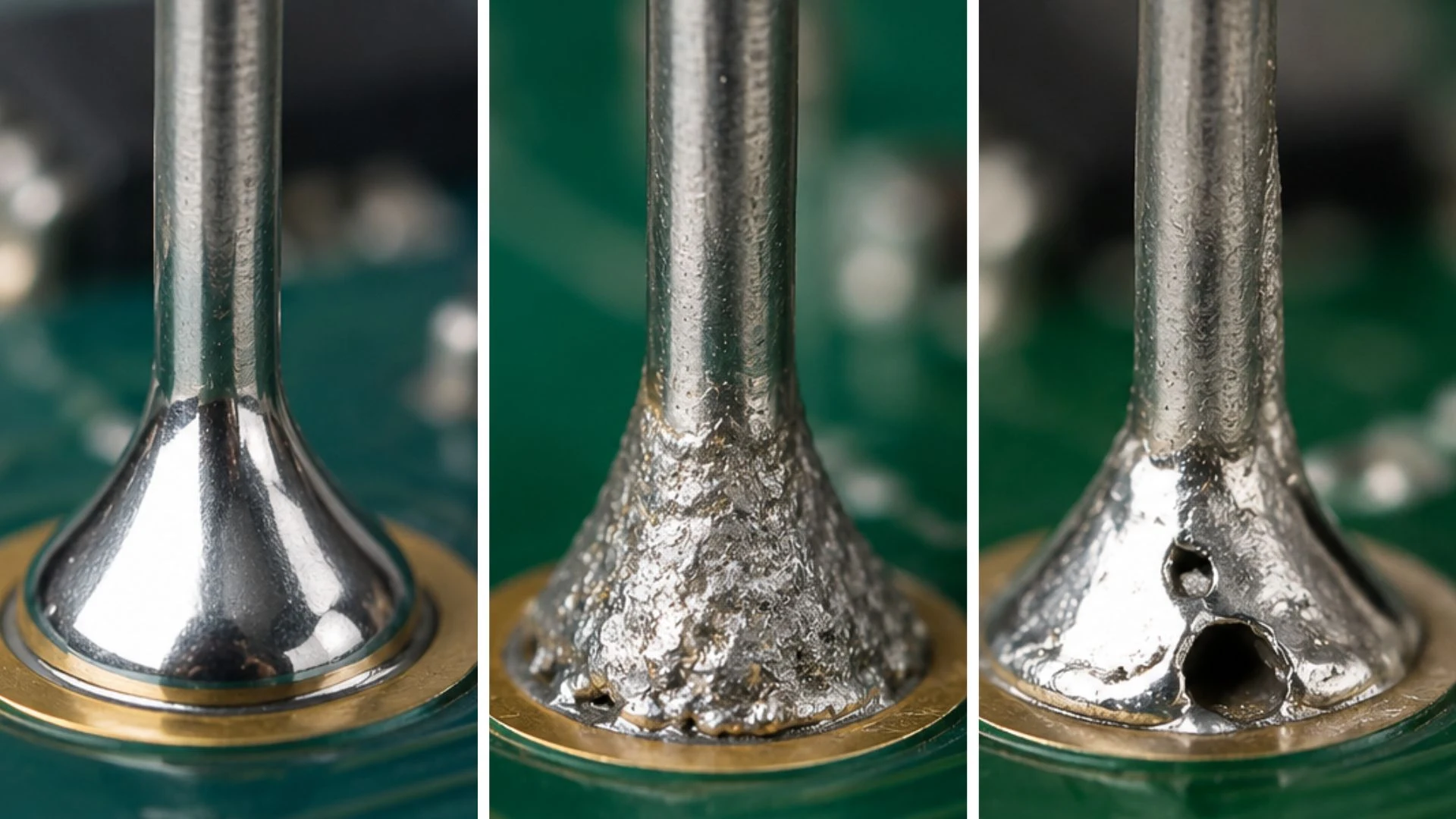
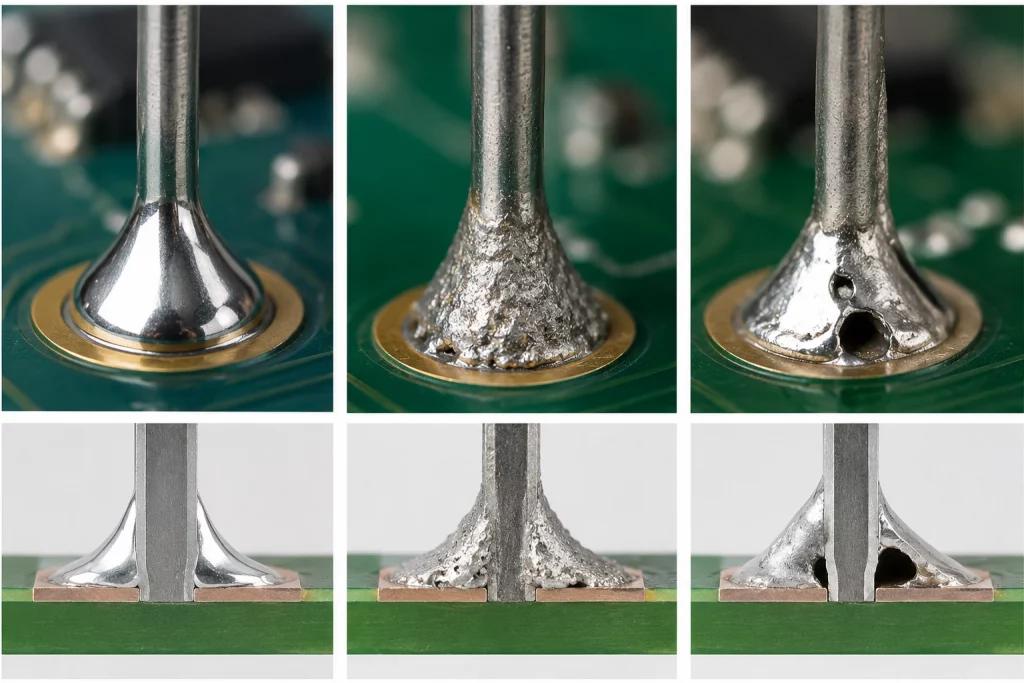
Différence entre good solder joint, cold joint et dry joint
Même si elles peuvent sembler similaires visuellement, il existe des différences importantes entre une soudure correcte, une cold joint et une dry joint. La qualité du mouillage, du transfert thermique et de l’adhésion métallurgique détermine la fiabilité finale de la connexion.
Good solder joint
Une soudure correcte présente une surface homogène, lisse et bien répartie sur le pad et la patte du composant. L’étain s’écoule correctement et crée une adhésion uniforme, garantissant à la fois la conductivité électrique et la résistance mécanique.
Dans les procédés industriels automatisés, ce type de connexion résulte d’un bon équilibre entre :
- température,
- temps d’exposition,
- qualité du flux,
- et préparation des surfaces.
Cold joint
Une cold joint apparaît lorsque l’énergie thermique appliquée est insuffisante pour créer une liaison métallurgique stable. Même si elle peut sembler acceptable extérieurement, elle présente en interne une mauvaise adhésion et un mouillage incomplet.
Visuellement, elle se caractérise généralement par :
- un aspect mat ou granuleux,
- une géométrie irrégulière,
- un flux insuffisant,
- ou un manque d’uniformité de surface.
Dans les environnements SMT, ce défaut est souvent lié à :
- des profils thermiques mal réglés,
- un transfert thermique instable,
- ou des temps insuffisants pendant le processus de reflow.
Dry joint
Une dry joint est davantage liée à des problèmes de mouillage qu’à un manque de température. Le matériau d’apport ne parvient pas à s’étendre correctement sur les surfaces métalliques, générant une connexion partielle et instable.
L’oxydation de surface, la contamination ou une activation insuffisante du flux sont généralement les facteurs déterminants.
Dans les procédés électroniques de haute précision, ce type de défaut peut passer inaperçu visuellement et ne se manifester qu’après des cycles thermiques ou des vibrations prolongées.
Quelles sont les causes d’une cold joint sur PCB
Les cold joints figurent parmi les défauts les plus fréquents dans l’assemblage électronique, notamment dans les lignes de production où il existe des variations thermiques ou des changements fréquents de configuration.
Même si le problème est souvent associé uniquement à un “manque de température”, plusieurs facteurs liés au procédé interviennent en réalité.
L’un des plus fréquents est un profil thermique insuffisant. Si l’étain n’atteint pas la température adéquate ou si le chauffage n’est pas uniforme, la soudure ne s’écoule pas correctement et la connexion perd sa stabilité mécanique et électrique.
Ce problème est également fréquent sur :
- les composants à forte masse thermique,
- les PCB multicouches,
- ou les procédés lead-free, où les exigences thermiques sont plus élevées.
Un autre facteur important est le temps d’exposition. Même avec une température correcte, un temps de contact trop court peut empêcher un bon mouillage et générer un bonding incomplet.
De plus, les surfaces oxydées ou contaminées réduisent fortement l’adhésion. Les résidus, l’humidité ou l’oxydation sur les pads et les terminaux limitent la capacité du matériau d’apport à se répartir correctement.
Principales causes d’une cold joint
| Cause | Effet sur la connexion |
|---|---|
| Température insuffisante | Mouillage incomplet |
| Temps d’exposition trop court | Bonding défectueux |
| PCB multicouche | Dissipation thermique irrégulière |
| Oxydation de surface | Mauvaise adhésion |
| Profil de reflow incorrect | Connexion instable |
Dans les lignes SMT automatisées, les cold joints apparaissent également fréquemment après des changements de vitesse du convoyeur ou des recalibrages incomplets du profil de reflow.
Quelles sont les causes d’une dry joint et comment la détecter
Contrairement aux cold joints, les dry joints sont directement liées à des problèmes de mouillage (wetting). Le matériau de soudure ne parvient pas à “mouiller” correctement la surface métallique, provoquant une adhésion partielle et instable.
Dans de nombreux cas, l’origine se trouve dans des surfaces contaminées ou fortement oxydées. Même de petites particules de saleté ou des résidus chimiques peuvent modifier significativement le comportement du flux et réduire la capacité de mouillage.
Le choix du flux joue également un rôle fondamental. Un flux inadapté ou insuffisant complique l’élimination des oxydes et affecte directement l’écoulement de l’étain pendant le processus.
Dans les applications industrielles, ce type de défaut est généralement détecté grâce à :
- l’inspection AOI,
- l’analyse visuelle,
- les tests fonctionnels,
- ou l’inspection microscopique.
Indicateurs typiques d’une dry joint
| Indicateur | Ce qu’il indique généralement |
|---|---|
| Couverture irrégulière | Mauvais mouillage |
| Ménisque incorrect | Flux insuffisant |
| Séparation visible | Adhésion partielle |
| Accumulation localisée | Répartition instable |
Comment réduire les défauts dans les procédés SMT et THT
Réduire les défauts de soudure nécessite une approche globale du procédé. Dans la plupart des cas, il n’existe pas une seule cause isolée, mais une combinaison de facteurs thermiques, chimiques et mécaniques qui affectent la stabilité de la connexion.
Contrôle du profil thermique
L’un des aspects les plus critiques est le contrôle du profil thermique. Chaque alliage et chaque type de PCB nécessitent des paramètres spécifiques de température et de temps afin de garantir un bon mouillage sans générer de contraintes thermiques excessives.
Dans les procédés lead-free, ce contrôle est encore plus important en raison des températures de travail plus élevées et des marges d’erreur plus faibles.
Sélection correcte des matériaux
La qualité des matériaux influence également directement la répétabilité du procédé. Des alliages instables, des flux de mauvaise qualité ou des matériaux présentant une oxydation prématurée augmentent considérablement le risque de défauts.
Nettoyage et préparation des surfaces
Un autre aspect fondamental est le nettoyage des surfaces. Une préparation incorrecte du PCB ou des terminaux peut compromettre totalement l’adhésion, même lorsque le profil thermique est correct.
Inspection et contrôle qualité
Enfin, les systèmes d’inspection et de contrôle qualité permettent de détecter les écarts avant qu’ils ne provoquent des incidents majeurs. Dans les environnements industriels avancés, il est courant de combiner :
- AOI,
- inspection par rayons X,
- contrôle statistique des procédés,
- et analyse thermique continue.
Bonnes pratiques pour améliorer la qualité de soudure
La stabilité et la fiabilité d’une soudure dépendent de multiples variables. Maintenir un procédé cohérent est essentiel pour réduire les défauts et améliorer la répétabilité en production.
Au-delà de la température, certains détails de procédé font souvent la différence entre une ligne stable et une production avec des incidents récurrents.
| Bonne pratique | Bénéfice |
|---|---|
| Maintenir les surfaces propres | Meilleur mouillage |
| Utiliser un flux adapté | Réduction de l’oxydation |
| Vérifier les profils thermiques | Plus grande stabilité |
| Contrôler le stockage | Réduction de la dégradation |
| Éviter l’excès de soudure | Moins de ponts et de contraintes thermiques |
Dans les lignes automatisées, de petits ajustements de vitesse ou de température peuvent avoir un impact significatif sur la qualité finale de la soudure.
