



Defectos en soldadura PCB: cómo identificar y evitar cold joints y dry joints
En cualquier proceso de ensamblaje electrónico, la calidad de una unión de soldadura tiene un impacto directo sobre la fiabilidad del producto final. Una conexión aparentemente correcta puede convertirse, con el tiempo, en el origen de fallos intermitentes, problemas térmicos o averías prematuras difíciles de diagnosticar.
En sectores como electrónica industrial, automoción, telecomunicaciones o dispositivos de potencia, los defectos de soldadura representan una de las principales causas de retrabajo y rechazo de placas PCB.
Problemas como los cold joints o los dry joints afectan tanto a la conductividad eléctrica como a la resistencia mecánica de la unión, comprometiendo la estabilidad del sistema a largo plazo.
Aunque muchas veces se asocian únicamente a errores manuales, en entornos industriales la realidad suele ser mucho más compleja. La estabilidad térmica del proceso, la calidad de los materiales, la preparación superficial o la compatibilidad entre aleaciones y perfiles de reflow tienen un impacto directo sobre la calidad final de la soldadura.
Comprender cómo se generan estas uniones defectuosas es fundamental para optimizar procesos de producción, reducir incidencias y mejorar la fiabilidad electrónica.

Por qué los defectos de soldadura afectan la fiabilidad electrónica
Una unión de soldadura no solo debe garantizar continuidad eléctrica. También debe soportar vibraciones, cambios térmicos, humedad, y estrés mecánico durante toda la vida útil del producto.
Cuando el bonding entre el terminal y el pad no se realiza correctamente, la conexión puede degradarse progresivamente. En muchos casos, el defecto no provoca un fallo inmediato, sino microinterrupciones o variaciones eléctricas que aparecen después de semanas o meses de funcionamiento.
Este tipo de incidencias son especialmente críticas en aplicaciones industriales donde:
- los equipos trabajan de forma continua,
- existen variaciones importantes de temperatura,
- o las placas están sometidas a vibraciones constantes.
En líneas SMT automatizadas, incluso pequeñas desviaciones en humectación o temperatura pueden generar problemas repetitivos difíciles de detectar visualmente durante las primeras fases de producción.
Por este motivo, la prevención de defectos de soldadura se ha convertido en una prioridad tanto para departamentos de calidad como para ingenieros de procesos SMT.
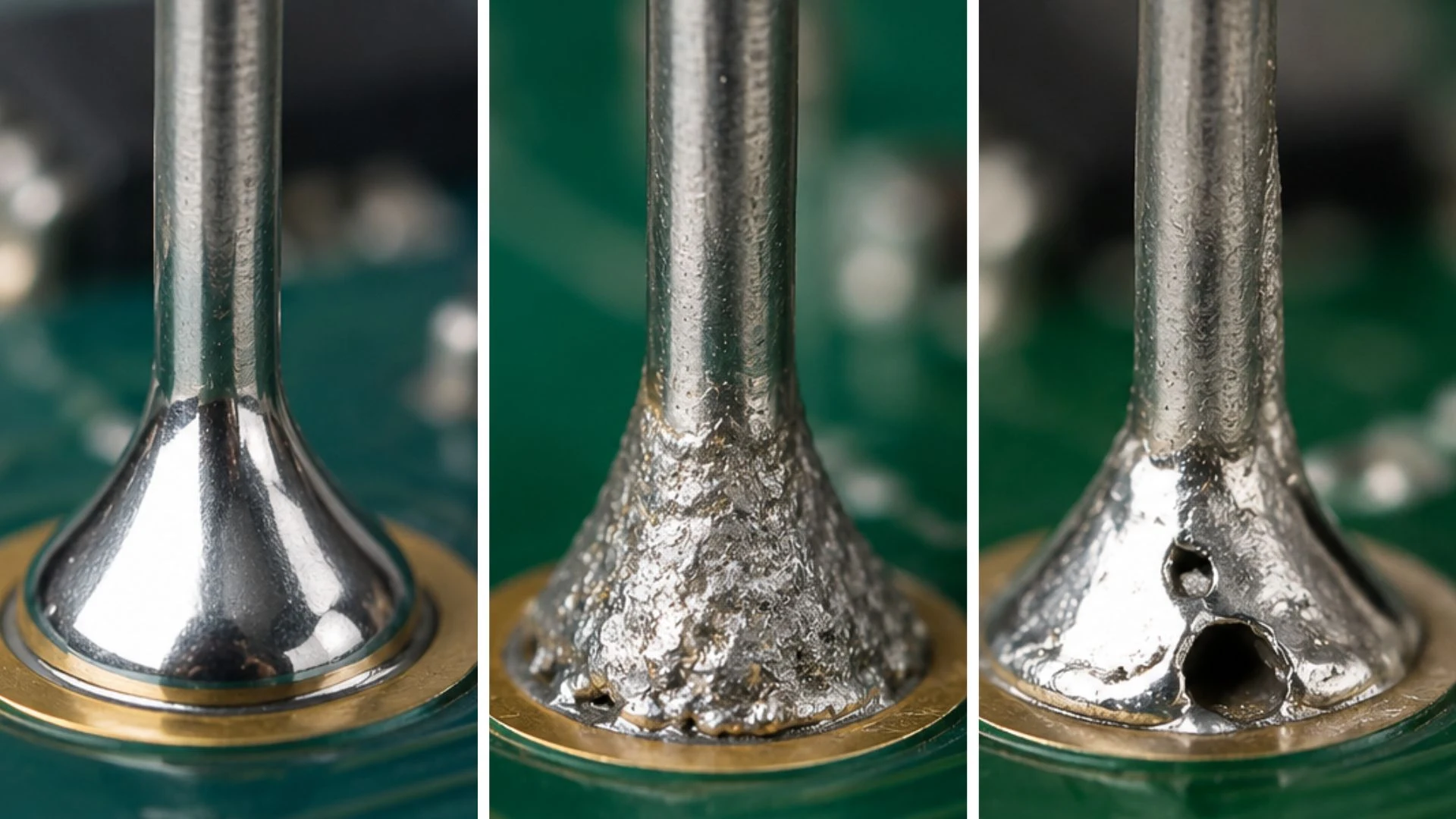
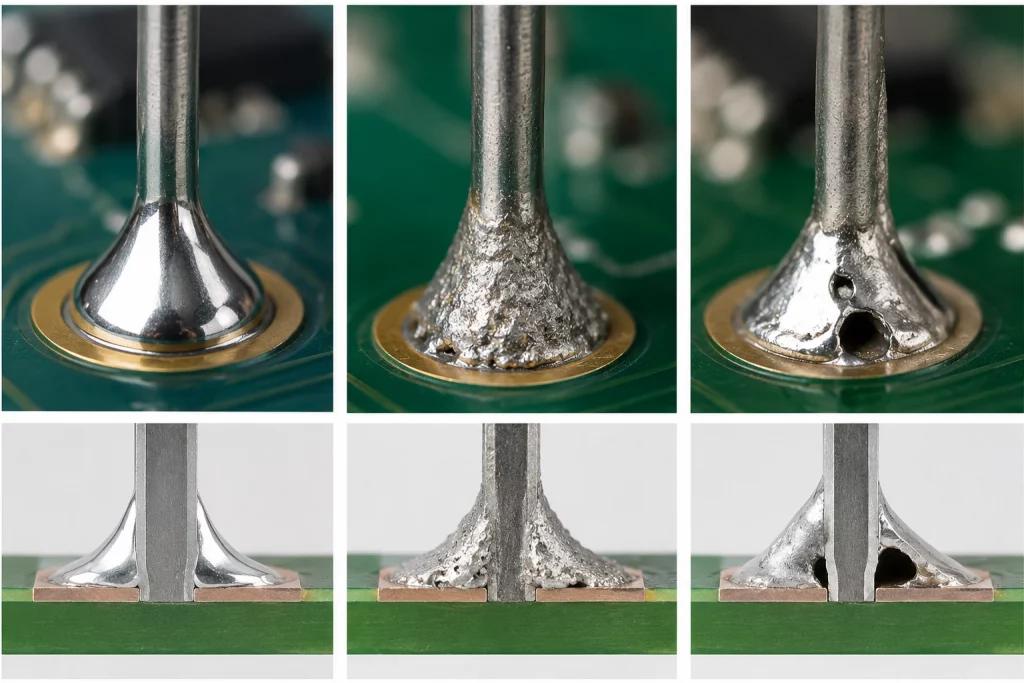
Diferencia entre good solder joint, cold joint y dry joint
Aunque visualmente puedan parecer similares, existen diferencias importantes entre una unión correcta, una cold joint y una dry joint. La calidad de la humectación, la transferencia térmica y la adhesión metalúrgica determinan la fiabilidad final de la conexión.
Good solder joint
Una unión correcta presenta una superficie homogénea, lisa y bien distribuida sobre el pad y el terminal del componente. El estaño fluye correctamente y genera una adhesión uniforme, garantizando tanto conductividad eléctrica como resistencia mecánica.
En procesos industriales automatizados, este tipo de unión es el resultado de un equilibrio correcto entre:
- temperatura,
- tiempo de exposición,
- calidad del flux,
- y preparación superficial.
Cold joint
La cold joint aparece cuando la energía térmica aplicada no es suficiente para crear una unión metalúrgica estable. Aunque externamente pueda parecer aceptable, internamente presenta una adhesión deficiente y una humectación incompleta.
Visualmente suele identificarse por:
- aspecto mate o granulado,
- geometría irregular,
- flujo insuficiente,
- o falta de uniformidad en la superficie.
En entornos SMT, este defecto suele estar relacionado con:
- perfiles térmicos mal ajustados,
- transferencia de calor inestable,
- o tiempos insuficientes durante el proceso de reflow.
Dry joint
El dry joint está más relacionado con problemas de humectación que con falta de temperatura. El material de aporte no consigue extenderse correctamente sobre las superficies metálicas, generando una conexión parcial e inestable.
La oxidación superficial, la contaminación o una activación insuficiente del flux suelen ser factores determinantes.
En procesos electrónicos de alta precisión, este tipo de defecto puede pasar desapercibido visualmente y manifestarse únicamente después de ciclos térmicos o vibraciones prolongadas.
Qué causa una cold joint en PCB
Las cold joints son uno de los defectos más frecuentes en ensamblaje electrónico, especialmente en líneas donde existen variaciones térmicas o cambios frecuentes de configuración.
Aunque el problema suele asociarse únicamente a “falta de temperatura”, en realidad intervienen múltiples factores relacionados con el proceso.
Uno de los más habituales es un perfil térmico insuficiente. Si el estaño no alcanza la temperatura adecuada o el calentamiento no es uniforme, la soldadura no fluye correctamente y la unión pierde estabilidad mecánica y eléctrica.
También es frecuente encontrar este problema en:
- componentes con alta masa térmica,
- PCB multicapa,
- o procesos lead-free, donde las exigencias térmicas son mayores.
Otro factor importante es el tiempo de exposición. Incluso con una temperatura correcta, un contacto demasiado corto puede impedir una humectación adecuada y generar bonding incompleto.
Además, las superficies oxidadas o contaminadas dificultan considerablemente la adhesión. Residuos, humedad o oxidación sobre pads y terminales reducen la capacidad del material de aporte para distribuirse correctamente.
Principales causas de una cold joint
| Causa | Efecto en la unión |
| Temperatura insuficiente | Humectación incompleta |
| Tiempo de exposición corto | Bonding deficiente |
| PCB multicapa | Disipación térmica irregular |
| Oxidación superficial | Mala adhesión |
| Perfil reflow incorrecto | Unión inestable |
En líneas SMT automatizadas, las cold joints también suelen aparecer después de cambios de velocidad de conveyor o recalibraciones incompletas del perfil de reflow.
Qué provoca un dry joint y cómo detectarlo
A diferencia de las cold joints, los dry joints están directamente relacionados con problemas de wetting. El material de soldadura no consigue “mojar” correctamente la superficie metálica, provocando una adhesión parcial e inestable.
En muchos casos, el origen está en superficies contaminadas o con oxidación avanzada. Incluso pequeñas partículas de suciedad o residuos químicos pueden alterar significativamente el comportamiento del flux y reducir la capacidad de mojado.
La elección del flux también tiene un papel fundamental. Un flux inadecuado o insuficiente dificulta la eliminación de óxidos y afecta directamente al flujo del estaño durante el proceso.
En aplicaciones industriales, este tipo de defecto suele detectarse mediante:
- inspección AOI,
- análisis visual,
- pruebas funcionales,
- o inspección microscópica.
Indicadores típicos de un dry joint
| Indicador | Qué suele indicar |
| Cobertura irregular | Mala humectación |
| Menisco incorrecto | Flujo insuficiente |
| Separación visible | Adhesión parcial |
| Acumulación localizada | Distribución inestable |
Cómo reducir defectos en procesos SMT y THT
Reducir defectos de soldadura requiere un enfoque global del proceso. En la mayoría de casos, no existe una única causa aislada, sino una combinación de factores térmicos, químicos y mecánicos que afectan la estabilidad de la unión.
Control del perfil térmico
Uno de los aspectos más críticos es el control del perfil térmico. Cada aleación y cada tipo de PCB requiere parámetros específicos de temperatura y tiempo para garantizar una humectación correcta sin generar estrés térmico excesivo.
En procesos lead-free, este control es todavía más importante debido a las temperaturas de trabajo más elevadas y al menor margen de error.
Selección correcta de materiales
La calidad de los materiales también influye directamente sobre la repetibilidad del proceso. Aleaciones inestables, flux de baja calidad o materiales con oxidación prematura aumentan considerablemente el riesgo de defectos.
Limpieza y preparación superficial
Otro aspecto fundamental es la limpieza superficial. Una preparación incorrecta del PCB o de los terminales puede comprometer completamente la adhesión, incluso cuando el perfil térmico es correcto.
Inspección y control de calidad
Finalmente, los sistemas de inspección y control de calidad permiten detectar desviaciones antes de que generen incidencias mayores. En entornos industriales avanzados es habitual combinar:
- AOI,
- inspección por rayos X,
- control estadístico de proceso,
- y análisis térmico continuo.
Buenas prácticas para mejorar la calidad de soldadura
La estabilidad y fiabilidad de una unión de soldadura dependen de múltiples variables. Mantener un proceso consistente es clave para reducir defectos y mejorar la repetibilidad en producción.
Más allá de la temperatura, existen pequeños detalles de proceso que suelen marcar la diferencia entre una línea estable y una producción con incidencias recurrentes.
| Buena práctica | Beneficio |
| Mantener superficies limpias | Mejor humectación |
| Utilizar flux adecuado | Reducción de oxidación |
| Revisar perfiles térmicos | Mayor estabilidad |
| Controlar almacenamiento | Menor degradación |
| Evitar exceso de soldadura | Menos puentes y estrés térmico |
En líneas automatizadas, pequeños ajustes en velocidad o temperatura pueden tener un impacto significativo sobre la calidad final de la soldadura.
Cómo elegir materiales de soldadura para minimizar defectos
La elección de materiales tiene un impacto mucho mayor del que muchas veces se considera. No se trata únicamente de seleccionar una aleación compatible, sino de garantizar estabilidad de proceso, repetibilidad y comportamiento fiable a largo plazo.
Factores como:
- capacidad de humectación,
- estabilidad térmica,
- comportamiento lead-free,
- compatibilidad con procesos automáticos,
- o resistencia a oxidación,
influyen directamente sobre la aparición de defectos y la calidad final del ensamblaje.
En aplicaciones industriales de alta exigencia, trabajar con materiales desarrollados específicamente para procesos SMT y THT permite reducir:
- retrabajos,
- scrap,
- incidencias de calidad,
- y tiempos improductivos.
En Broquetas, gran parte del trabajo técnico se centra precisamente en optimizar este equilibrio entre estabilidad de proceso, comportamiento térmico y repetibilidad industrial.
Conclusión
Los defectos de soldadura como cold joints y dry joints continúan siendo una de las principales causas de fallo en ensamblaje electrónico. Aunque visualmente puedan parecer defectos menores, su impacto sobre la fiabilidad y estabilidad del sistema puede ser considerable.
En entornos SMT y THT industriales, optimizar la calidad de soldadura no solo mejora el rendimiento técnico del producto, sino que también reduce costes operativos, retrabajos y riesgos de fallo a largo plazo.

